



火焰淬火模具钢CH-1(7CrSiMnMoV)热处理工艺参数及操作方法问题解答
CH-1(7CrSiMnMoV)钢是火焰淬火空冷微变形模具钢,即在模具刃口部位用氧-乙炔中性火焰加热到淬火温度,空冷得到马氏体组织,达到硬化模口刃部的目的。CH-1(7CrSiMnMoV)钢的合金元素都能固溶强化铁素体,提高高温奥氏体的稳定性,使等温转变图的孕育期加大,临界淬火速度VK很小,故空冷能淬火,并有很高的硬度。
为了简化大型、特大型冷作模具的生产过程,国内外都有专门的火焰淬火钢,如:爱知制钢的SX105V和SX4、日本日立金属的HMD5和HMD1、日本高周波钢业的FH5和KRCX、日本山阳特殊制钢的QF3、日本大同模具钢的GO5等。东莞市弘超模具科技有限公司是广东地区唯一引进火焰淬火模具钢的模具钢供应商,配套完善的热处理工艺和售后技术服务。以下是东莞市弘超模具科技有限公司技术中心汇总编辑的有关弘超销售的火焰淬火模具钢CH-1(7CrSiMnMoV)热处理工艺参数及操作方法问题解答。浙江客户问:火焰淬火模具钢CH-1(7CrSiMnMoV)的热处理工艺方面有什么特点?
东莞弘超答:火焰淬火钢CH-1(7CrSiMnMoV)的热处理工艺方面有以下特点:
①、淬火温度范围很宽,850~1000℃,相差150℃的温度范围内淬火,都能获得满意的结果,适应手工操作淬火。
②、淬透性很高,空冷后表面硬度高,心部性能也好。
③、淬火变形小。
④、CH-1钢整体淬火回火的效果也好。
CH-1钢热处理工艺要根据模具零件的实际情况及生产设备而定。处理结果也与操作和工艺过程控制有很大关系。淬火温度宜偏高,随着淬火温度的提高,碳化物和合金元素能充分溶入奥氏体,淬火后使钢的强韧性、硬度提高,残留奥氏体也略有增加,所以,应该在保证晶粒不大粗大而恶化的前提下,采用尽可能高的淬火温度。回火温度一般取150~200℃,简单小型的冷冲模,可以不回火直接使用,即采取自回火方式。湖北客户问:CH-1(7CrSiMnMoV)钢的预先热处理工艺怎样?
东莞弘超答:CH-1(7CrSiMnMoV)钢的预先热处理常用球化退火,加热到840℃±10℃,保温4~5h,然后再以20~30℃/h速度炉冷到680~720℃,等温4~6h,再以30~40℃/h的冷速冷却到500℃以下出炉空冷。硬度控制在210~230HBW。冷却速度不好控制时可用阶梯降温法,总之要保证退火后硬度不能太高。广西客户问:CH-1(7CrSiMnMoV)钢的淬火和回火工艺怎样?
东莞弘超答:CH-1(7CrSiMnMoV)钢的淬火工艺是在450~550℃预热30~45 min后随炉升温到880~900℃(高温保温系数为1 min/mm),然后空冷或在80~120℃热油中冷却。其低温回火的温度是160~200℃,保温2~4h出炉空冷。模具工作刃口硬度可达到58~62HRC。江苏客户问:能否给出一些有关CH-1(7CrSiMnMoV)钢回火温度和硬度的关系实测数据?
东莞弘超答:以下是东莞弘超技术中心根据实际汇总的有关CH-1(7CrSiMnMoV)钢回火温度和硬度的关系实测数据:
淬火温度/℃ 回火温度/℃ 160 180 200 250 300 350 400 450 500 880 硬度/HRC 62 61.5 61 58.5 57.5 57 54 52 50 资料来源 东莞市弘超模具科技有限公司《弘超模具钢质量手册》。 客户问:CH-1(7CrSiMnMoV)钢火焰淬火的具体操作方法是怎样?
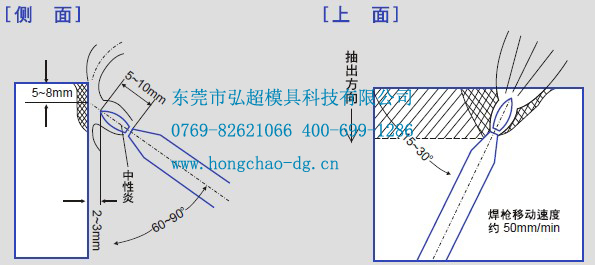
东莞弘超答:CH-1(7CrSiMnMoV)钢模口火焰淬火的具体操作方法是氧-乙炔中性火焰的长度为10~15mm,氧气压力为49~69MPa,乙炔的压力为4.9~6.9MPa,焰心离刃口距离为4~6mm,加热带控制在8~12mm宽。模具在火焰淬火前应预热,400℃下保温1~2h。加热温度为880~920℃,常用喷嘴移动速度来控制加热温度。也可以用目测和光学高温计测量加热温度。喷嘴移动速度建议控制在180~220mm/min。刃口空冷淬火后,可再用火焰枪回扫加热区,进行快速回火,加热温度不能出现暗红色,凭经验将温度控制在350~550℃左右,一般出现微紫(Fe3O4)即可。对形状复杂的镶块模口可进行低温回火,180℃下保温2~3h。淬硬层深度控制在2~3mm即可。下图是火焰淬火操作要领图。
福建客户问:CH-1(7CrSiMnMoV)钢能否做渗硼或硼钒共渗处理?
东莞弘超答:CH-1(7CrSiMnMoV)钢的耐磨性比W6Mo5Cr4V2钢低,阴模易磨损擦伤,为此常用渗硼或硼钒共渗处理,固体渗硼常用粉末渗硼,880~920℃下保温6~8h。液体渗硼控制在940~960℃保温4~6h,可在900℃的中温盐浴中降温预冷,然后再放入120~180℃热油分级淬火15min后空冷。也可以在200~250℃左右等温淬火。固体渗硼应降到室温后出炉,然后重新加热到880~920℃淬火,在保护气氛中加热回火,在250℃±10℃保温2h,回火2次,硬度控制在58~61HRC范围内。更多信息
敬请关注东莞弘超模具钢专业网站或直接致电东莞市弘超模具科技有限公司客服人员(咨询热线:0769-82621066,全国统一服务热线:400-699-1286),以获得更多有关弘超火焰淬火模具钢CH-1(7CrSiMnMoV)热处理工艺参数及操作方法问题解答、火焰淬火模具钢CH-1(7CrSiMnMoV)产品技术资料、热处理工艺参数选择、应用推荐以及弘超模具钢系列的火焰淬火模具钢产品最新资讯。
资料来源:东莞市弘超模具科技有限公司技术中心
『版权所有,转载或引用请注明链接和出处』- 【点击次数:】 【加入时间:2013-09-21 00:00:00】 【关闭本页】
产品展示
相关产品
相关新闻
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区