



高压法结构发泡注射模及低压法结构发泡注射模的工作原理
高压法结构发泡注射模的工作原理
⒈木纹化模塑法结构发泡注射模
将塑料完全充满型腔,发泡率极低,一般为1.1~1.2。用一般的注射机稍加改进即可,模具设计和工艺要求比较复杂,如配合不当,不能得到良好的木质纹理塑件。
⒉二次开发模法结构发泡注射模
要求注射机设有二次移动模板的结构,当熔融塑料注满型腔后,瞬间移动模板,模具开模一小段距离,使芯层发泡,得到低发泡塑件,发泡率可调节。日本大同模具钢、瑞典一胜百模具钢适合应用于结构发泡注射模。
下图所示(图中:1-定模,2-塑件,3-动模。图a注射结束;图b动模移动,塑件发泡;图c开模。)是最简单的低发泡成型法,模具由动定模组成,动模随注射机移动一段距离使塑件发泡,由于是型芯的移动,所以在塑件的侧面有线状的条纹。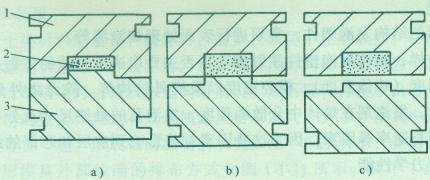
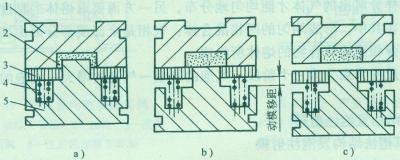
下图所示(图中:1-定模,2-塑件,3-活动板,4-弹簧,5-动模。图a注射结束;图b动模移动,塑件发泡;图c开模)的结构增加了一块板,发泡时使分型面不分开,因此消除了塑件侧面的条纹,使表层得到光滑的表面。
低压法结构发泡注射模的工作原理
塑料以高速高压注入整个型腔容积的75%~80%,靠塑料在型腔内发泡而充满型腔。低压法要求注射机喷嘴带有阀门并能够密封,才能达到较好的效果,低压法成型的塑件泡孔均匀但是表面粗糙。东莞弘超推荐日本大同模具钢DC53、PD613、440C-ESR以及瑞典乌德霍姆工具钢CALMAX、IMPAX HH、STAVAX ESR等应用于高压法结构发泡注射模和低压法结构发泡注射模
更多信息
请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-066-8298),以获得更多的有关高压法结构发泡注射模及低压法结构发泡注射模的工作原理以及高品质模具钢材(瑞典UDDEHOLM工具钢、日本大同模具钢、瑞典一胜百模具钢、德国葛利兹模具钢、日本日立模具钢、美国熔炉斯伯粉末工具钢、意大利鲁奇尼模具钢超大锻件以及国产新型模具钢、基体钢、无磁模具钢、火焰淬火钢、红冲模具钢等)的选择、应用、热处理及库存等相关资料。
资料来源:东莞市弘超模具科技有限公司技术中心
『版权所有,转载或引用请注明链接和出处』- 【点击次数:】 【加入时间:2013-06-20 23:09:35】 【关闭本页】
知识普及
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区