



VANADIS 60热处理工艺_软化退火_去应力回火_淬火工艺_深冷处理

-
VANADIS 60是瑞典乌德霍姆工具钢UDDEHOLM系列的一种含钴高性能粉末冶金高速钢,VANADIS 60在热处理方面的特性表现在:具有良好的淬透性、热处理尺寸稳定性以及非常好的回火稳定性。以下是东莞市弘超模具科技有限公司技术中心整理的有关UDDEHOLM粉末高速钢VANADIS 60的热处理工艺参数,VANADIS 60热处理工艺包括:软化退火工艺、去应力回火、淬火工艺(预热温度、奥氏体化温度、保温时间、淬火介质选择等)、回火工艺、热处理尺寸变化、深冷处理工艺、CCT曲线等。
VANADIS 60的软化退火工艺:
在保护气氛下,加热至850~900℃。在炉中以10℃/h的速度冷却到700℃,然后空冷。VANADIS 60的去应力回火:
工件经粗加工后,加热到600~700℃,保温2小时,缓慢冷却至500℃,然后空冷。VANADIS 60的淬火工艺:
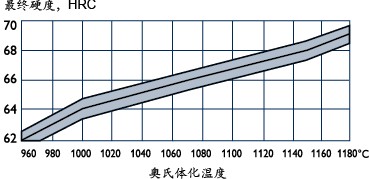
⑴、预热温度:450~500℃和850~900℃。⑵、奥氏体化温度:1100~1180℃,根据所需最终硬度,见下图。
工件在淬火过程中应避免脱碳和氧化。
经3次560℃回火,每次保温1小时后的硬度,VANADIS 60经不同的奥氏体化温度淬火并3次560℃回火保温1小时的硬度见下表。
奥氏体化温度 ℃ 960 1000 1070 1150 1180 硬度HRC 62 64 66 68 69 ⑶、建议保温时间
下图是VANADIS 60的奥氏体化温度与保温时间关系曲线图:
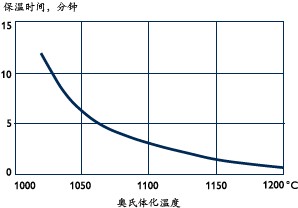
保温时间=当工件在淬火温度完全热透后,再需要保持的时间。
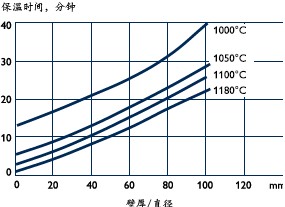
VANADIS 60在450℃和850℃两阶段盐浴中预热后总的保温时间推荐:
推荐的保温时间如下图所示。
⑷、淬火介质
①、真空炉中足够正压的高速气体(2~5bar);
②、约540℃等温淬火。
注1:淬火持续到工件温度达到约50℃后,应立即回火。
注2:为了得到高韧性,可使用等温淬火浴或有足够正压的真空炉。VANADIS 60的回火工艺:
回火温度应选择560℃而不考虑奥氏体化温度。回火3次,每次保温1小时。工件应冷却到室温。经以上回火后,其残余奥氏体量将小于1%。VANADIS 60的热处理尺寸变化:
材料在淬火和回火后会发生尺寸变形。
热处理:奥氏体化温度1050~1130℃,回火3x1h at 560℃
样品尺寸:80x80x80mm和100x100x25mm
尺寸变化:在长度、宽度和厚度方向上变化:+0.03%到+0.13%VANADIS 60的深冷处理工艺:
VANADIS 60工件可通过深冷处理获得最好的尺寸稳定性,工件应在淬火后立即进行深冷处理,然后再进行回火。VANADIS 60通常的深冷温度为-150℃和-196℃,由于深冷介质和设备的原因,有时候温度为-70℃或更低(如:-80℃)。保温1~3小时,硬度将会提高1~3HRC。
避免处理复杂形状的工件,以免增加开裂的风险。VANADIS 60的CCT曲线:
奥氏体化温度1150℃,保温时间10分钟。
图:VANADIS 60的CCT曲线图VANADIS 60的特性、化学成分、应用及电火花加工工艺技术资料请点击→【VANADIS 60】
更多信息
请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:400-699-1286),以获得更多的有关VANADIS 60粉末高速钢及其它高品质模具钢的选择、应用、热处理及库存等相关资料。
资料来源:瑞典乌德霍姆工具钢(Uddeholm Tooling)
编辑整理:东莞市弘超模具科技有限公司
『版权所有,转载或引用请注明链接和出处』 - 【点击次数:】 【加入时间:2011-12-25 00:00:00】 【关闭本页】
乌德霍姆工具钢UDDEHOLM
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区