



模具钢材焊接专题│瑞典一胜百工模具钢的焊接(二)---工艺流程
(上接)瑞典一胜百模具钢材的焊接(一)---工艺条件和方法
瑞典一胜百工模具钢的焊接(二)---工艺流程
除了在焊补区的准备,实际的焊补操作及焊后的适当热处理过程中特别细心,否则即使用最好的设备,选用最合适的焊条,工具钢也不宜焊接成功。
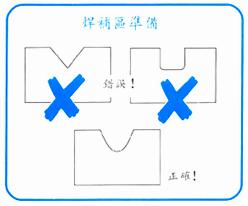
焊补区准备
细心的接口准备非常重要。因该磨去裂纹以使接口与垂直方向至少成30度角的斜坡。接口底部的宽度至少1毫米,应比索用的最大焊条直径大。
热作工具钢的侵蚀和热龟裂部分应被完全磨削掉。
工具焊接区周围的表面和接口本身的表面必须彻底加以磨削。在焊接开始前,有关的表面都应用渗透剂检验已确信所有的缺陷已完全去除。一旦接口准备完成,工具应马上焊接,否则接口表面有被灰尘,污物或水汽污染的危险。
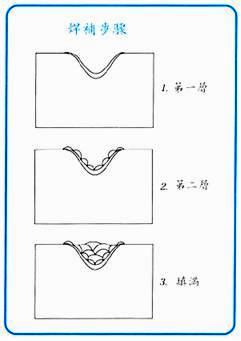
焊区的形成
用适当的多层焊,现在接口表面焊接。这最初的一层应用小直径的MMA焊条来完成(≦3.25mm~1/8英寸-直径)或用TIG焊接(最大电流120A)。
第二层用和第一层同样直径的焊条和电流焊接,以免热影响区形成的硬而脆的显微组织都将被第二层焊接产生的热量所回火从而开裂的倾向下降。接口的存下部分能用较高的电流和直径的焊条焊接。
最后的几层应超出工具钢的表面。即使小的焊接区至少也应以两层焊接。磨去最后的超出表面的几层。
焊接时电弧应较短,焊缝叠层层次应清楚。焊条应与接口边表面成90°角以便减小咬边。另外,焊条应与向前移动方向保持75-80°的夹角。
点弧应在焊接接口处进行,而不要在不须焊接的任何表面。开裂很可能起始于点弧处。为了避免微孔产生,在焊接开始时,电弧处应完全熔化。如果使用已用过的MMA焊条重新开始焊接,那么点弧处杂质应被清理掉,同样点弧后,去除该处微孔。
在焊接边缘和角的部位时,用一片同板或石磨作为焊接区金属(图8)的支持既可节约焊条又可节约时间。使用这样的支撑既可节约焊条又可节约时间。使用这样的支撑使熔池较热,从而减少了形成气孔的危险(当焊接尖的边缘和角时需用焊接表面必须留1.5mm的空间,因为焊渣要站一定空间(MMA焊接)。
对于较昂贵的工具钢的焊补或焊接,如须抛光或做皮纹的塑料模型腔,在焊接金属和磨具之间须有良好结合。结合不良会在随后的点弧中产生麻烦。昂贵的表面可能被点弧气孔所破坏。这种工具应放在铜板上,并要求接触良好。铜板须随工具一起预热。
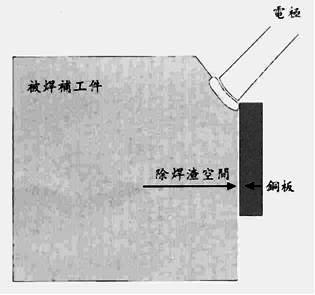
图8 焊接角位时,铜板用作焊接支撑
在让工具冷却下来前,应仔细清理和检查整个焊接区。像点弧伤处和咬边之类的任何缺陷都应马上处理。当工具冷却下来,才能磨削焊接区表面与四周的平面一致,然后进行下道工序。
对于需要抛光或光蚀刻花的模具,最后几层应用TIG焊接,这样在焊接区很少可能产生气孔或夹渣。
焊后热处理
焊接后要进行下列热处理要根据工具钢预先热处理情况而定:
•回火
•软性退火,然后淬火及回火
•除应力处理
回火
焊前已全部淬透的工具焊后应进行回火。回火改善了焊接区金属的韧性,当焊接区金属在使用过程中产生高应力时,韧性的改善显得特别重要(如冷作和热作工具钢)。
回火温度应时焊接区金属和钢基体硬度一致。但也有例外,当焊接区金属和钢基体有更好的抗回火性时(例如:用QRO90焊条焊补8407);这样的情况下,在保证钢基体硬度的同时,应尽可能提高回火温度(一般比前一次回火温度低20℃)。ASSAB焊条和工具钢产品手册中列出了不同工具钢的焊接回火曲线图。
非常小的焊补,不需要焊后回火,但情况许可下,尽可能进行回火。
软性退火
在软性退火状态下的工具制作过程中由于设计的改变或机加工错误要进行的焊接的工具,在焊接后需进行热处理。既然焊接后的人却过程中焊接区金属会被淬硬,就很希望在工具的淬火和回火前对焊接区进行软性退火,也包括钢基体一起进行软性退火。也包括钢基体一起进行软性退火。然后焊接区可进行机械加工,整个工具的精加工及进行常规的热处理。然而,即使工具仅需焊接后对焊接区进行模削精加工,为了避免在热处理时产生开裂,也需先预软性退火。
消除应力
焊接后进行除应力处理是为了降低残余应力。对于非常大的或者是复杂得焊接区。这是一个重要的预防措施。如果焊接后要回火或软性退火,那么通常不需要去应力处理。然后预硬工具钢,例如718HH焊后需要机械加工,为了保证模具的尺寸稳定性,去应力处理是绝对需要的。
非常小的焊补和焊接通常不需要除应力处理。
经焊烳的压铸模具进行除应力处理

资料来源:瑞典一胜百模具钢ASSAB TOOLING
编译:东莞市弘超模具科技有限公司
更多信息
请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066),以获得更多的有关模具钢材选择、应用、热处理及库存等相关资料。
(待续)瑞典一胜百工具钢的焊接(三)---各种牌号的焊接参数- 【点击次数:】 【加入时间:2009-10-17 05:50:33】 【关闭本页】
新闻动态
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区