



Cr12型模具钢(Cr12、Cr12MoV和D2)的锻造工艺
Cr12型模具钢(Cr12、Cr12MoV和D2/Cr12Mo1V1)变形抗力大,锻锤吨位要和毛坯大小相适应。吨位过小,打击力不够,变形只在毛坯周边进行,中心碳化物不能被击散击碎;吨位过大,打击力过重,容易锻裂。Cr12型模具钢(Cr12、Cr12MoV和D2/Cr12Mo1V1)锻造工艺参数如下(钢坯)。
Cr12钢:预热温度为750~850℃,加热温度为1120~1140℃,始锻温度为1080~1100℃,终锻温度为880~920℃,缓冷。
Cr12MoV钢:预热温度为750~850℃,加热温度为1050~1100℃,始锻温度为1000~1050℃,终锻温度为900~850℃,砂冷和炉冷。
Cr12Mo1V1钢:预热温度为650~705℃,加热温度为1120~1140℃,始锻温度为1050~1070℃,终锻温度为850~925℃,红送退火或坑冷或砂冷。
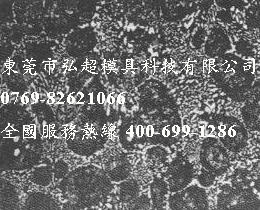
Cr12型模具钢(Cr12、Cr12MoV和D2/Cr12Mo1V1)容易出现锻造过烧,这一方面是由于坚硬的碳化物使锻造时的热效应比较显著,温升现象比较明显;另一方面是因为共晶碳化物堆集处熔点较低的原因。www.hongchao-dg.cn锻造温度在上限时锤击过猛,锻造温升会使工件温度长升到共晶熔化温度,就会出现锻造过烧现象,毛坯在锤击下呈豆腐渣样碎裂,锻造过烧组织见上图,高温时出现的液相冷却后在晶界形成莱氏体网络。只有在锻造的中间温度区才能用重锤,而且必须重击,重击不但可以打散打碎碳化物堆集,而且可以抑制毛坯温度下降。但当到达锻造温度下限区时,又要轻锻,因为低温工件塑性较差,重锻会将模坯锻裂。这就是莱氏体钢锻造工艺中的“两轻一重”锻造法。
更多信息
请直接与我公司服务人员联络(热线电话:400-699-1286),以获得更多的有关模具钢材的选择、应用、热处理及库存等相关资料。- 【点击次数:】 【加入时间:2010-09-25 14:39:59】 【关闭本页】
新闻动态
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区