



如何计算连续模的浮升两用销让位深度?
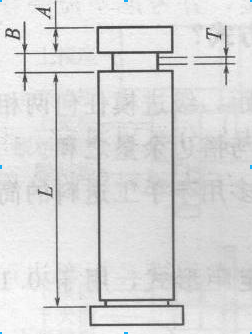
- 连续模上脱料板背面让位的深度E=A+(B- T)/2,取值精确度为小数点后1位,式中参数如下图所示。
连续模的气吹废料如何处理?
对于高速冲压过程中,当条料较薄时,很容易引起跳废料,常用吹气来防止跳废料。
①上模吹气,当冲头较大时,采用冲头上装弹簧顶料机构。
②下模吹气,使落料孔中产生一定的负压来防止跳废料。
③对于极小的凸模横截面,采用把冲头加工成锥形、凸台或气槽,使制件或废料与凸模分离。
3-38 模具顶料销选用、分布的原则是什么?
(1)顶料销常用规格系列(见表3-15)
表3-15 顶料销常用规格系列表 mm
直径D
钻孔B
头径D2
沉头孔直径A
弹簧直径
紧定螺丝
LB
LA
LB
LA
LB
LA
∮4
∮4.1
∮6
∮6.8
∮8.5
∮6
∮8
M8
M10
∮6
∮6.1
∮8
∮8.5
∮10.5
∮8
∮10
M10
M12
∮8
∮8.1
∮10
∮10.5
-
∮10
-
M12
-
∮10
∮10.1
∮13
∮14.0
-
∮12
-
M16
-
(2)顶料销选用的原则
①一般选用∮48mm规格的顶料销,若无多余位置时可适当选用∮4、∮6两种规格的顶料销。
②当所需顶料力很大,位置又够放时可选用∮10的顶料销(一般不予选用)。
③顶料销长度的选择,要选用标准长度,并考虑不需要在模板上沉孔。
(3)顶料销分布原则
①折弯成形块折弯边每隔20一30mm均匀分布顶料销,非折弯边可适当均匀分布2-4个顶料销,但上、下模脱料销的位置分布不要重叠,也可设计小顶块脱料。
②顶料销的分布必须保证顶料销孔四分点到模具折弯边最近距离为3-4mm。
③内孔精定位销两边一般对称分布两个顶料销,外形精定位可视需要确定是否需要安装顶料销。
④顶料销的分布还要考虑整个工件的稳定性。
了解更多相关资讯,敬请关注东莞弘超模具钢材专业网站www.hongchao-dg.cn,(咨询热线:0769-82621066/82621088,全国统一服务热线:400-699-1286),还有海量的模具钢材最新行业新闻,尽在东莞弘超模具钢材网站。
编辑整理:东莞市弘超模具科技有限公司
『版权所有,转载或引用请注明链接和出处』
- 【点击次数:】 【加入时间:2013-08-19 09:31:29】 【关闭本页】
新闻动态
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区