



什么是普通铣床加工的“死角”,出现这样的情况怎么处理
- “死角”,就是普通铣床加工不到的她育。铣庆的加工.县通过刀具的旋转,配以X,Y,z轴的进给来加工切削的,因为刀具要有一定的直径,所以它的加工还是有很多加工“死角”的,对此,我们必须要了解,否则,在进行模具的结构设计时,就不知道该怎样设计才合理,该用什么方法,用什么设备来加工才合理,更谈不上出加工图、安排工作了。普通铣床的加工“死角”出现部位见下图。东莞市弘超模具科技有限公司致力于 什么是普通铣床加工的“死角”,出现这样的情况怎么处理的研究,还提供模具分析及模具寿命解决方案一站式服务,专业销售进口最具性价比模具钢材(模具钢材、模具钢、日本大同模具钢、瑞典一胜百模具钢、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一胜百S136、瑞典一胜百VIKING、瑞典一胜百8418等)以及国产新型模具钢(基体钢、无磁模具钢等),所有产品均提供原厂材质证明书,咨询热线:0769-82621066/82621088,全国统一服务热线:400-699-1286。
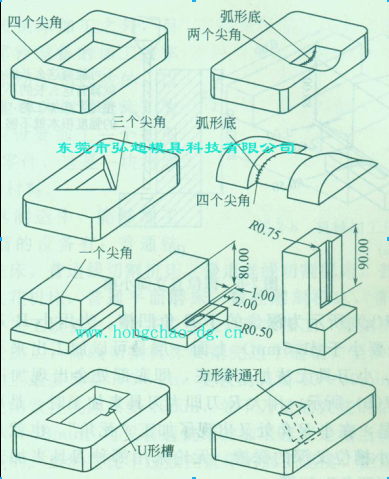 在用普通铣床来加工时,沉槽各边的加工是没有问题的,但是在槽的角落上,铣床就无能为力了,将会出现在尖角处有一个刀具半径R值的地方加工不出来,即产生了加工的“死角”,如下图所示。
在用普通铣床来加工时,沉槽各边的加工是没有问题的,但是在槽的角落上,铣床就无能为力了,将会出现在尖角处有一个刀具半径R值的地方加工不出来,即产生了加工的“死角”,如下图所示。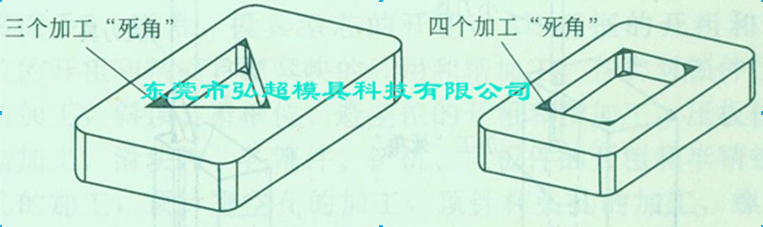 在用铣床加工时,半圆凹槽外侧部分的加工是没有问题的,但是在不通边的两个角上是加工不出来的,即出现了加工“死角”。同时,在半圆凹槽与垂直边的交线上也会出现加工“死角”,见下图,出现了弧形面,而不是清角线。
在用铣床加工时,半圆凹槽外侧部分的加工是没有问题的,但是在不通边的两个角上是加工不出来的,即出现了加工“死角”。同时,在半圆凹槽与垂直边的交线上也会出现加工“死角”,见下图,出现了弧形面,而不是清角线。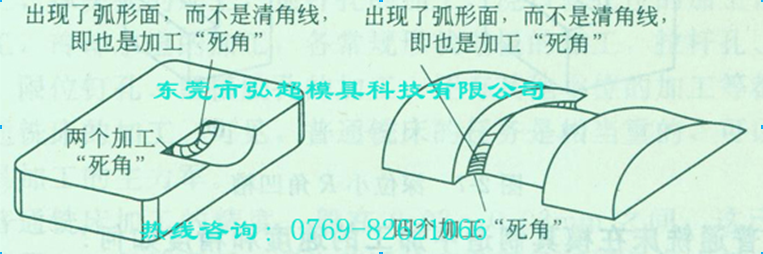 下图(a)所示为紧贴着高位直立面的小槽位,如果小槽位是在独立平面上,用声1.O(RO,5)的小刀来加工是没有问题的。而现在这个小槽位是贴近高位直立面,就无法加工了,因为声1.Omm直径的刀具是不可能有这么长的,即出现了“死角”。
下图(a)所示为紧贴着高位直立面的小槽位,如果小槽位是在独立平面上,用声1.O(RO,5)的小刀来加工是没有问题的。而现在这个小槽位是贴近高位直立面,就无法加工了,因为声1.Omm直径的刀具是不可能有这么长的,即出现了“死角”。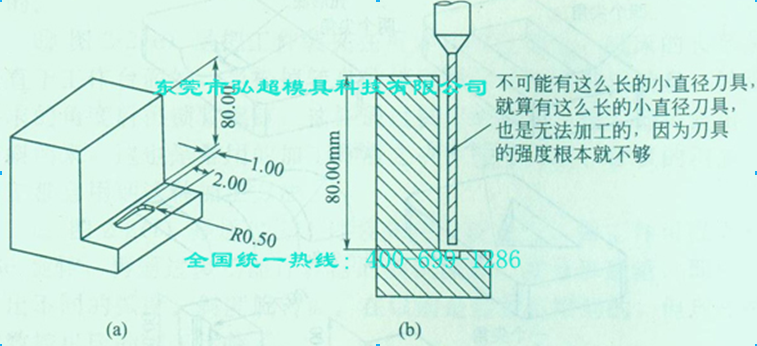 下图(a)所示为深位的小R角凹槽,当用小R刀来加工时(刀具直径要小于+1. 5mm)上面一层是可以加工出来了,但因为槽位太深,小刀具无法加工到底,即底部处会出现加工“死角”。而如图2-7(b)所示,用大尺刀即大刀具来加工时,是可以加工到底了,但是,在小R角处又出现了加工“死角”。也就是说对于这种R角又小槽位又深的深槽,无论采用哪种刀具来加工,都无法解决加工“死角”问题。
下图(a)所示为深位的小R角凹槽,当用小R刀来加工时(刀具直径要小于+1. 5mm)上面一层是可以加工出来了,但因为槽位太深,小刀具无法加工到底,即底部处会出现加工“死角”。而如图2-7(b)所示,用大尺刀即大刀具来加工时,是可以加工到底了,但是,在小R角处又出现了加工“死角”。也就是说对于这种R角又小槽位又深的深槽,无论采用哪种刀具来加工,都无法解决加工“死角”问题。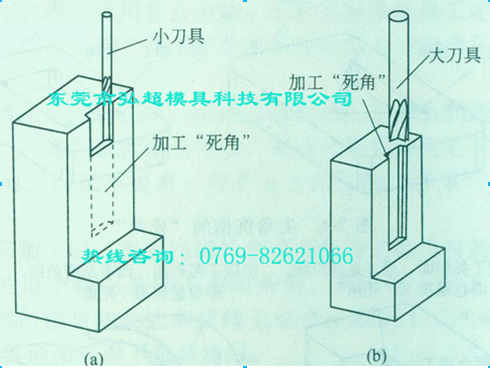
资料来源:东莞市弘超模具科技有限公司技术中心『版权所有,转载或引用请注明链接和出处』 - 【点击次数:】 【加入时间:2013-06-24 10:54:33】 【关闭本页】
技术服务
相关产品
东莞市弘超模具科技有限公司
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ: 微信公众号:hcsteel
微信公众号:hcsteel
地址:广东省东莞市塘厦镇林村管理区
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区