



数控铣床加工时定位安装和选择夹具的基本原则是什么
- 在数控铣床上加工零件时,安装定位的基本原则与普通铣床相同,也要合理选择定位基准和夹紧方案。在确定装夹方案时,只需根据已选定的加工表面和定位基准确定工件的定位夹紧方式,并选择合适的夹具。此时,定位安装主要考虑以下几点。
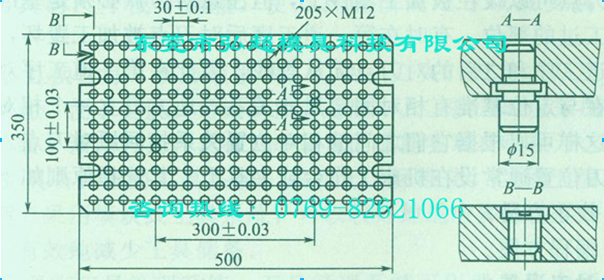
①夹紧机构或其他元件不得影响进给,加工部位要敞开。要求夹持工件后夹具等一些组件不能与刀具运动轨迹发生干涉。如图所示,用立铣刀铣削零件的六边形,若采用压板机构压住工件的A面,则压板易与铣刀发生干涉,若用压板机构压住工件的B面,就不影响刀具进给加工。对有些箱体零件加工可以利用内部空间来安排夹紧机构,将其加工表面敞开,但在卧式加工中心上对零件四周进行加工时,如果很难安排夹具的定位和夹紧装置,可以通过减少加工表面来预留出定位夹紧元件的空间。②必须保证最小的夹紧变形。工件在加工时,切削力大,需要的夹紧力也大,但又不能把工件夹压变形。因此,必须慎重选择夹具的支承点、定位点和夹紧点。如果采用了相应措施仍不能控制零件变形,就只能将粗加工和精加工分开,或者粗加工和精加工中采用不同的夹紧力。③装卸方便,辅助时间尽量短。由于数控铣床加工效率高,装夹工件的辅助时间对加工效率影响较大,所以要求配套夹具在使用中也要装卸快而方便。④对小型零件或工序时间不长的零件,可以考虑虑在工作台上同时装夹几件进行加工,以提高加工效率。⑤夹具结构应力求简单。由于零件在加工中大都采用工序集中的原则,加工的部位较多,如果批量较小,零件的更换加工周期短,则夹具的标准化、通用化和自动化对加工效率的提高及加工费用的降低就有很大的影响。因此,对批量小的零件应优先选用组合夹具;对形状简单的单件小批量生产的零件,可选用通用夹具,如三爪卡盘、台钳等;对批量较大、加工精度要求较高的关键工序才考虑设计专用夹具,以保证加工精度和提高装夹效率。⑥夹具应便于与机床工作台及工件定位表面间的定位元件连接。数控铣床工作台面上一般都有基准T形槽、转台中心上有定位孔、台面侧面有基准挡板等定位元件。固定方式一般用T形螺钉或工作台面上的紧固螺孔,用螺栓或压板压紧。夹具上用于紧固的孔和槽的位置必须与工作台的T形槽和孔的位置相对应。⑦避免采用占机人工调整加工方案,以充分发挥出数控机床的效能。数控加工的特点对夹具提出了两点要求:一是要保证夹具的坐标方向要与机床的坐标方向相对固定不变;二是要协调零件和机床坐标系的尺寸关系。另外,选择夹具的基本原则还要考虑以下几点。①当零件加工批量不大时,应尽量采用组合夹具、可调式夹具或其他通用夹具,以缩短生产准备时间,节省生产费用。②在成批生产时考虑使用专用夹具,力求结构紧凑、简单。③零件的装卸要快速、方便、可靠,以缩短数控机床的停顿时间。④夹具上各零部件应不妨碍机床对零件各表面的加工,即夹具要敞开,其定位夹紧机构的元件不能影响加工中的走刀运行。此外,为了提高数控加工的效率,在成批生产中还可以采用多位、多件夹具。例如在数控铣床或立式加工中心的工作台上,可安装一块与工作台大小一样的平板,如图4-28所示。它既可作为大型零件的基础板,也可以作为多个中小型零件的公共基础板,可以依次加工出并排装夹的多个零件。
 更多信息请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关数控铣床加工时定位安装和选择夹具的基本原则是什么以及高品质模具钢材、模具钢、日本大同模具钢、瑞典一胜百模具钢、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、ARNE、DC53、GO5、LD钢等)以及国产新型模具钢(基体钢、无磁模具钢等)的选择、应用、热处理及普通铣床的加工范围和加工方式等相关资料。资料来源:东莞市弘超模具科技有限公司技术中心『版权所有,转载或引用请注明链接和出处』
更多信息请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关数控铣床加工时定位安装和选择夹具的基本原则是什么以及高品质模具钢材、模具钢、日本大同模具钢、瑞典一胜百模具钢、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、ARNE、DC53、GO5、LD钢等)以及国产新型模具钢(基体钢、无磁模具钢等)的选择、应用、热处理及普通铣床的加工范围和加工方式等相关资料。资料来源:东莞市弘超模具科技有限公司技术中心『版权所有,转载或引用请注明链接和出处』
- 【点击次数:】 【加入时间:2013-06-27 11:52:44】 【关闭本页】
技术服务
相关产品
东莞市弘超模具科技有限公司
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ: 微信公众号:hcsteel
微信公众号:hcsteel
地址:广东省东莞市塘厦镇林村管理区
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区