



塑料模具装配型芯、型腔凹模时的注意事项有哪些?
- ①型芯与固定板孔一般采用H7/m6配合,配合过紧,压人后将使模板变形,对于多腔模还会影响各型芯问的尺寸精度。
②零件装配前,应将0.03影响装配的尖角倒棱修成圆角。③为便于将型芯和型腔凹模压人模板内并防止切坏孔壁,在其压入端应设导人斜度;对型芯可将其压人端四周修出10,J20,长3-5mm的斜度(下图)。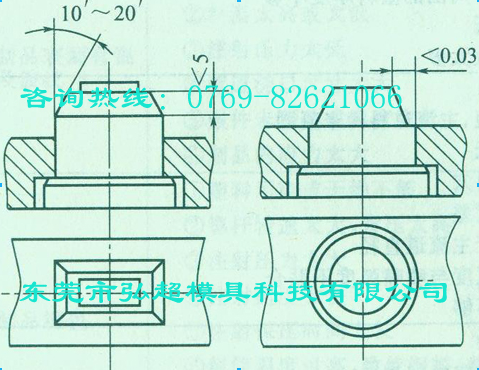 若型芯上不允许修出斜度,斜度可修在模板孔的压人端,斜度一般1。左右,高度约5rrrn (下图) 。
若型芯上不允许修出斜度,斜度可修在模板孔的压人端,斜度一般1。左右,高度约5rrrn (下图) 。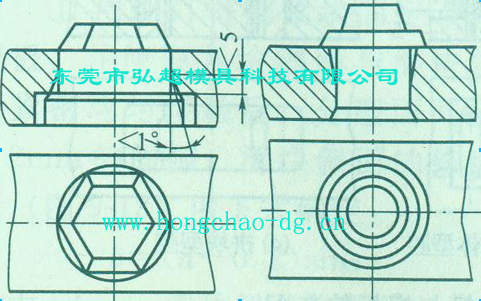 ④型腔凹模与固定板装配后,型面上要求严密、无缝隙。因此型腔凹模的压人端不允许修出斜度,而应在模板上修出导人斜度。⑤型芯与固定板配合的尖角部分,应将型芯角部修出R=O,3mrn左右的圆角,当不允许修圆角时,应将模板子L的角部修出清角或窄槽。⑥型芯或型腔凹模压入模板时应保持平稳、垂直。随时测量并校正其垂直度误差,最好在压入一半时,再测量并校正一次,待全部压人后,应最后进行垂直度误差测量。更多信息请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关塑料模具装配型芯、型腔凹模时的注意事项有哪些以及高品质模具钢材、模具钢、日本大同模具钢、瑞典一胜百模具钢、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一胜百S136、瑞典一胜百VIKING、瑞典一胜百8418、德国葛利兹1.2367、德国葛利兹1.2343、HD钢、 GR钢等)以及国产新型模具钢(基体钢、无磁模具钢等)的选择、应用、热处理及普通铣床的加工范围和加工方式等相关资料。资料来源:东莞市弘超模具科技有限公司技术中心『版权所有,转载或引用请注明链接和出处』
④型腔凹模与固定板装配后,型面上要求严密、无缝隙。因此型腔凹模的压人端不允许修出斜度,而应在模板上修出导人斜度。⑤型芯与固定板配合的尖角部分,应将型芯角部修出R=O,3mrn左右的圆角,当不允许修圆角时,应将模板子L的角部修出清角或窄槽。⑥型芯或型腔凹模压入模板时应保持平稳、垂直。随时测量并校正其垂直度误差,最好在压入一半时,再测量并校正一次,待全部压人后,应最后进行垂直度误差测量。更多信息请直接与东莞市弘超模具科技有限公司服务人员联络(热线电话:0769-82621066/82621088,全国统一服务热线:400-699-1286),以获得更多的有关塑料模具装配型芯、型腔凹模时的注意事项有哪些以及高品质模具钢材、模具钢、日本大同模具钢、瑞典一胜百模具钢、S136、DC53、NAK80、VIKING、8418、日本大同DC53、日本大同NAK80、瑞典一胜百S136、瑞典一胜百VIKING、瑞典一胜百8418、德国葛利兹1.2367、德国葛利兹1.2343、HD钢、 GR钢等)以及国产新型模具钢(基体钢、无磁模具钢等)的选择、应用、热处理及普通铣床的加工范围和加工方式等相关资料。资料来源:东莞市弘超模具科技有限公司技术中心『版权所有,转载或引用请注明链接和出处』 - 【点击次数:】 【加入时间:2013-07-29 11:27:21】 【关闭本页】
技术服务
相关产品
东莞市弘超模具科技有限公司
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ: 微信公众号:hcsteel
微信公众号:hcsteel
地址:广东省东莞市塘厦镇林村管理区
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区