



日本大同模具钢NAK-PRM的焊接修补_焊补流程

NAK-PRM焊接修补
焊补流程、模具清理、焊条选择
预热、焊接方法、焊后热处理
NAK-PRM的全称是:NAK-PREMIUM,是日本大同模具钢产品系列的一种高镜面、耐开裂类型塑料模具钢,改善了NAK80的镜面性、耐蚀性以及耐开裂性,可适用于高镜面用途之塑料模具用钢。NAK-PRM的焊接性能良好,以下是东莞弘超技术中心根据日本大同特殊钢株式会社提供的技术数据编辑整理的有关NAK-PRM的焊接修补工艺,包括:模具清理、焊条选择、预热、焊接方法、焊后热处理等。
NAK-PRM的焊补流程:
⒈模具事先清理:
⑴、全面清除油脂污垢氧化层等;
⑵、全面清除裂纹表面处理层;
⑶、坡口加工转角部位3R以上。
⒉选择合适的堆焊焊条:
推荐用NAK-W焊条。
⒊预热:
⑴、200~300℃;
⑵、利用加热炉或丙烷天然气缓慢加热。
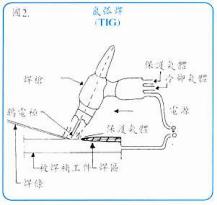
⒋焊接方法:
推荐使用TIG钨极氩弧焊焊接。
焊接条件:
⒌焊后热处理:电极直径(mm)
1.6
2.4
焊条直径(mm)
1.6
2.4
电流(A)
70~150
150~250
氩气(l/min)
6~9
7~10
资料来源
东莞市弘超模具科技有限公司《弘超模具钢质量手册》。
热处理温度:500℃更多信息
请直接与东莞市弘超模具科技有限公司客户服务人员联络(联系电话:0769-82621066,全国统一服务热线:400-699-1286),以获得更多的有关日本大同模具钢NAK-PRM的焊接修补工艺参数、日本大同模具钢最新产品信息和技术动态以及其它高品质模具钢材的选择、应用、热处理及库存等相关资料。
资料来源:日本大同特殊钢株式会社
编辑整理:东莞市弘超模具科技有限公司
『版权所有,转载或引用请注明链接和出处』- 【点击次数:】 【加入时间:2011-01-09 00:00:00】 【关闭本页】
技术服务
相关产品
模具钢材专业供应商
联系人:康先生
手机:18925597988
电话:86 0769-82621066
传真:86 0769-82621099
邮箱:sales@hongchao-dg.cn
网址:www.hongchao-dg.cn
诚信通ID:xinhongmouldsteel
QQ:
地址:广东省东莞市塘厦镇林村管理区